FAQ
(Frequently Asked Questions)
about Ditron & Stamping
Our FAQ provides quick answers to common questions about Miniature Stamping, Micro-Miniature Stamping, the Part Stamping Industry, and Ditron!
COMPANY QUESTIONS
Does Ditron have stamping facilities outside of the U.S.A.?
No! All Ditron services and employees are located in Stormville New York, U.S.A. in our expansive 32,000 s.f. stamping headquarters. Our entire operation was was designed and built from the ground up to deliver streamlined solutions for Industrial Stamped Part program needs. We serve companies world wide from this state-of-the-art stamping facility.
Clients that regularly trust Ditron for unsurpassed innovation and stamping quality can be found all across the United States, as well as in Canada, Mexico, South America, Europe, and even Asia. For businesses looking to enter or compete in the competitive global marketplace, Ditron’s domestic manufacturing advantage include:
Cost: The cost benefits of “onshore” manufacturing are a result of stable, predictable U.S. wages, reduced transportation costs, efficient communications, reduced taxes and tariffs, and greatly improved quality. Bottom line is improved through a leaner, more streamlined and dependable production process.
Quality: Quality is referenced in “Cost” above, but it warrants being mentioned again. The percentage of flaws, defects and rejected parts from offshore sources has been on a steady increase. Worse yet, global health and wellness concerns have made offshore staffing, and therefore quality consistency, even less predictable.
Communications: As a U.S. manufacturer, communications and responses are fast, efficient, and effective. We quickly and proactively adapt as needed to meet your your changing needs or address any issues that may arise.
Faster design-to-part time: As a US-based, total-solution Stamper, time-zone delays and logistic challenges associated with getting parts designed, prototyped, tested, stamped, and shipped from “halfway around the world” are eliminated.
How is Ditron addressing the COVID-19 challenge?
Ditron has taken great measures to keep our workforce safe and healthy during the COVID-19 health challenge. We quickly adopted and maintain an aggressive stance to doing all we can to minimize the risk of spreading or contacting the virus.
Assuring the good health and well-being of our employees, partners, family, community and customers remains our top priority. We diligently monitor and follow the latest developments from the World Health Organization (WHO), the Centers for Disease Control and Prevention (CDC), and all authorized health authorities.
Pro-active activities and protocol we have incorporated include:
• Two-week shutdown: Our office was closed for two full weeks in April during the peak risk period for our area. Production was adjusted prior to ensure delivery for critical parts would not be missed. Customer and program needs were addresses remotely. All Ditron employees received full pay and benefits during this period.
• Suspended travel: Our management, Engineering, Quality Assurance, Project Lead, and Sales Teams have all suspended travel and are utilizing streaming technologies as needed to stay in touch with market and project needs.
• Information sharing: Wherever and whenever appropriate, we are actively communicating with our supply and service partners, advising when needed so that they too can follow the latest COVID-19 safety protocol developments.
• Modified workforce behavior: All Ditron employees have been instructed to follow recommended cleaning, disinfecting and personal hygiene practices as outlined by the CDC. Modifications to workspace distancing have been made throughout the company.
• Increased cleaning and disinfecting: We have added additional personal whose sole responsibility is the ongoing cleaning and disinfecting of all contact surfaces throughout our facility. We have also made protective gear and hand sanitizer readily available throughout our offices and production department
We are dedicated to adhering to these disciplined practices for as long as is deemed necessary to ensure the ongoing safety of our immediate and extended “Ditron Family.”
Does Ditron offer employees paid time off?
For information regarding employment opportunities at Ditron, please visit our CAREERS page.
Does Ditron offer employees medical benefits?
Yes, Ditron provides full medical coverage for the employee and for family members. For information regarding employment opportunities at Ditron, please visit our CAREERS page.
Does Ditron have a pension plan?
For information regarding employment opportunities at Ditron, please visit our CAREERS page.
CAPABILITIES QUESTIONS
What are Ditron’s quality certifications?
Ditron is ISO:9001:2015 Certified, and compliant with IATF 16949 and RoHs Directive for meeting Hazardous Substance Restrictions. See our CERTIFICATIONS page for additional details.
What materials does Ditron precision stamp into parts?
Our vast experience allows us to deliver the highest quality and precision in whatever metals and alloys meet your final part specifications. Even though different metals deliver different results, we are extremely proficient in quickly stamping small, micro, and micro-miniature parts from:
- Beryllium Copper (to meet C172 specifications)
- Unplated Phosphor Bronze (all alloys)
- Pre-plated Phosphor Bronze (all alloys)
- Copper
- Brass
- Stainless Steel 300
- Stainless Steel 400
- Stainless Steel 17-4 PH series
For additional details regarding our Materials Stamping capabilities, please visit our Stamping Materials page
What is the stamping force capability of Ditron’s Bruderer presses ?
What is the production volume of Ditron presses?
Our presses operate at speeds ranging from 100 SPM (stamping strokes per minute) to a blazing-fast 1,600 SPM — generating 1,600 parts every minute (that’s 96,000 pieces per hour…per press!) with consistent precision and quality.
For more details on our stamping capacity, visit our High Speed Stamping page.
What measurement tolerances can Ditron achieve through metal stamping?
We achieve and maintain tolerances as small as Sub- +/- .0005″. For complete details on our Precision Stamping abilities, please visit our Small, Micro Miniature and Micro Precision stamping pages.
Does Ditron provide all needed tooling and die services?
Yes — we skillfully craft our own tooling, single station dies, and progressive dies with multiple stations in our extensive tool and die shop. We also design and engineer the high precision tooling that allows us to deliver highly complex stamping programs with blazing speed and dependability.
For more information about our tool designing and building expertise, please visit our Tooling and Die Engineering and Tool Building and Refinement pages.
How long does custom tooling take to build at Ditron?
Lead time for tool and die manufacturing depends on a number of elements. The complexity of your part design, the complexity of the tool design, the number of progressive stamping operations needed to product each part, and the speed and quantity of parts your program requires. Normal turn-around for producing tooling for single-stage stamping can take anywhere from 5 to 6 weeks. Progressive tooling can take 12 to 18 weeks or more.
In cases where our “normal” turn-around schedule is not acceptable, we will always do all possible to expedite the process according to your end delivery requirements.
The most accurate way to estimate tooling time is to contact us today for a project discovery consultation: (845) 227-9300
Who is responsible for the cost of tool maintenance?
Ditron monitors and maintains the dies of active customers at no additional cost. Please see our Tooling Maintenance & Storage page for complete details.
Can Ditron work with die or tooling part transfers?
Yes, providing the die and tooling can be accommodated in our stamping presses and the volume of parts needed warrants the transfer effort. Our engineering and testing capabilities allow us to analyze and test dies and predicted performance to compare advantages of using your existing die versus developing new ones.
For more information, please reference our Tooling, Die Building, and Refinement page, or call our engineering department at: (845) 227-9300.
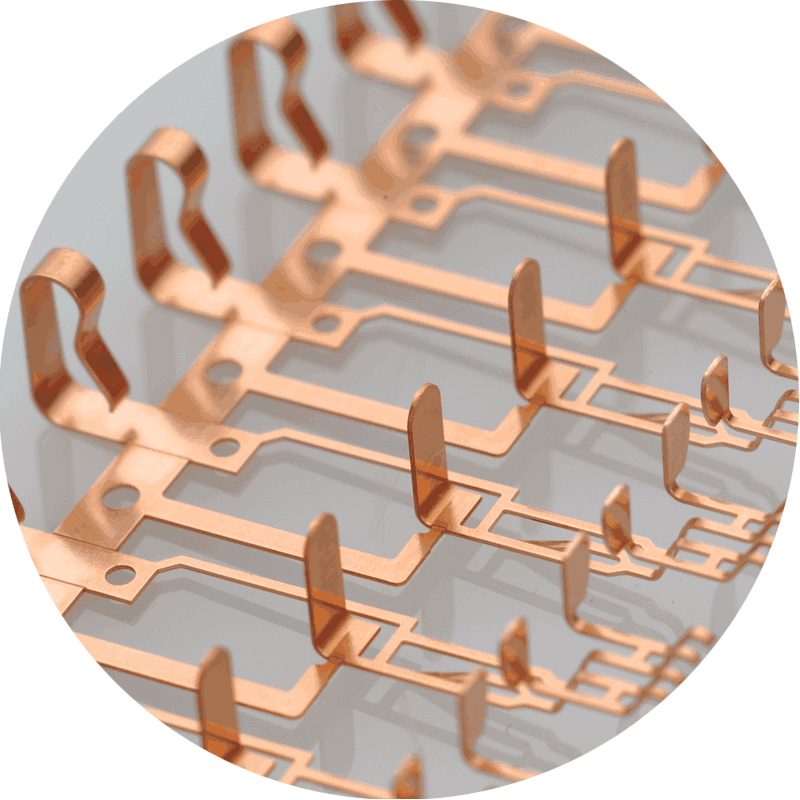
Why are Ditron Miniature Stamped parts so popular in the Electronics Industry?
Ditron was initially launched and built around serving the electronics sector. Our stamped 2-, 3-, 4- and 6-finger “Mosquito Clip” electronic connectors played an instrumental part in advancing electronics all around the world.
Today, our vast fleet of high-speed presses and streamlined production solutions provide distinct advantages that allow us to maintain our status as a leading global supplier.
Another Ditron advantage for stamping electronic parts is our considerable capabilities to “Age Harden” Beryllium Copper. We maintain a considerable array of inert gas, atmosphere controlled ovens that allow us to achieve the optimal mechanical properties on stamped copper parts, ensuring the lasting strength and performance required for electronic applications.
For more details, please visit our Beryllium Copper Stamping page.
How are Ditron stamped parts used in the Military?
Micro-stamping components for military applications is another Ditron specialty. We are ISO Certified and meet all “Mil-Spec” standards required to stamp parts for military use.
We understand the take seriously the responsibilities that comes with being a trusted military part supplier. We are committed as individuals and a company to adhering to a strict auditing and documenting process— well aware that lives depended upon it. As a U.S.A. owned and based company, we believe its is our duty to provide the highest level of quality, service, and value possible. Proudly made in the U.S.A. — for helping protect the U.S.A.
How are Ditron stamped parts used in the Medical Industry?
Ditron stamped parts can provide the quality and reliability necessary for outcome-dependent applications. Surgical instruments, structural brackets and supports, electrical circuits used in robotic and laparoscopic tools, implant components, hearing-aid contacts, and pacemaker electronics are all good examples.
Why are Ditron metal stamped parts preferred in the Automotive Industry?
Innovative solutions for high-volume, high-speed supply — combined with reduced per-part cost — make Ditron metal stamping perfectly suited for the automotive industry. Auto industry clients needing to secure solutions that meet the budget goals and supply demands look to Ditron for part supply efficiency and dependability.
Our seasoned Design and Engineering team also provides added benefits to the auto industry. We fully understand automotive part requirements, and offer U.S.-based stamping solutions for electronic connectors and components used in sensors, control modules, gauges, on-board performance processors, and more.
Does Ditron offer plant tours?
If a plant visit is necessary in order to secure a project, we can schedule a time to accommodate an onsite tour. In light of the recent world events recommending limited personal contact, many of our new prospects are finding that our VIRTUAL VIDEO TOUR and new website provide adequate information to move to the next step.
We welcome your phone calls to discuss the logistics associated with this need further: (845) 227-9300
INDUSTRY QUESTIONS
What is Metal Stamping, and how is it different from machining?
Metal Stamping, —also called “metal part pressing”—can produce identical metal components in larger volumes and in a short time. Stamping uses dies and powerful hydraulic stamping presses that apply tons of force to cold-form stock metal or “blanks” into tightly controlled shapes. The metal stamping process can involve using a progressive die with multiple stamping stages that cut, shape, and texture a metal blank to create final parts that consistently meet exacting part specifications.
Unlike machining that that cuts-way material to arrive at a desired form, Stamping molds shapes from existing material, so there is often much less wasted scrap. This can provide significant cost savings when stamping from expensive materials like stainless steel or titanium.
What are the primary advantages of stamping metal parts?
Production speed and cost savings are two advantages most commonly associated with creating parts through stamping.
Incorporating a high level of automation and computer-control precision, the stamping speeds we achieve at Ditron produce parts in less time — contributing to reduced expense. In some cases, this can include around-the-clock, “lights-out” production cycles. Costs savings also come through a reduction in material waste, and through the less-costly production and maintenance of stamping dies. Another plus: secondary finishing costs, including cleaning and plating, tend to cost less.
How do I determine the best material for creating a stamped part?
Because of the extreme stamping pressure of our presses, most metals can be formed using a stamping process. Usually, material selection is determining by end part application needs.
For parts serving as an electrical contacts, Beryllium Copper treated to achieve a “C17200” rating” is used for its stiff tensile characteristics and superior electrical conductivity. For parts that “clip” or require shape memory, Carbon Steels or Stainless Steels are often used because they provide repeatable “spring force.” Brass and Phosphor Bronze, both unplated and preplated, can also be used depending on durability and appearance requirements.
The best way to determine which material best suits your program needs to to call Ditron. We are ready to assist! (845) 227-9300.
What is the importance of base material thickness in stamping parts?
Determining the ideal thickness of the blank material is an important first step for checking immediate material availability. The thickness of different materials is referenced by “gauge” numbers unique to that material.
At Ditron, we have considerable experience stamping all type of metals is a variety of gauges. We understand how gauge will affect each material’s ability to bend, deflect and recoil without compromising structural integrity of the final part.
The BEST way to determine material thickness needs is to call Ditron with your questions today. We stand ready to assist: (845) 227-9300
What is a “progressive” stamping die?
“Progressive Stamping Die” references an engineered series of press actions. With a progressive die, metal blanks are led through different sections of the die as it performs punching, cutting, bending, forming and more. This rapid, step-by-step stamping process results in completed part being made with a single pass through the press.
Is designing a progressive die necessary to manufacture a part?
Not always. However, if the part required is complex in dimension and shape, and if volume demands are high and ongoing, then designing, building, testing, and perfecting a progressive die can provide multiple advantages over the long run. These include production speed, predictability, and cost efficiency.
What factors can reduce cost of custom stamped metal parts?
The two biggest factors that affect price of Stamped Metal Parts are material selection and tolerance complexity.
Specialty materials and alloys often greatly increase stamped component cost. Ditron’s knowledge of material characteristics often results in suggestions of alternate materials that can provide specified performance and significant savings.
Specifying a custom thicknesses material can also add to cost. Ditron’s knowledge of how metals will react to forming requirements allows us to advise if a “standard thickness” option will work to meet all tolerances and specifications while saving you money.
Tolerance Complexity can also affect cost, because tight tolerances (with variation of ± 0.005” or less) require more complex operations, including increased tooling maintenance. Often, complex tolerance designs require secondary operations as well, further adding to end-part cost.
How do specified material tolerances affect stamping production?
Dimensional tolerances are used to provide accurate project quotes. Tighter tolerances reduce the speed in which a press can effectively stamp a part. The is in part due to how much distortion “recoil” the base material exhibits when being formed with each progressive stamping procedure.
What os RoHS Compliant and why is it important?
RoHS stands for “Restriction of Hazardous Substances” a directive initiated to help protect the environment through the monitoring of potentially dangerous raw materials used in electronic equipment.
The six substances deemed to be potentially harmful are lead, cadmium, mercury, hexavalent chromium, and polybrominated biphenyl (PBB). RoHS compliance in metal stamping ensures that materials used to make stamped parts have been certified to contain no or only trace amounts of these elements, at or below what have been internationally deemed to be safe thresholds.
What is JIT stamped part supply?
JIT stands for Just In Time. It references a responsive inventory-management program. With JIT, a supplier stands ready to Stamp, finish, package, and deliver specification-meeting parts according to a customer’s real-time and ongoing part supply demands.
INDUSTRY TERMS
New to Micro-Precision Metal Stamping? Here is the meaning to some Metal Stamping Terms used in the Stamping Industry and throughout the Ditron website.
A
Age Hardened: Subjecting metal to controlled heating in order to change its tensile propertied. In Metal Stamping, electrical parts made of Beryllium Copper Alloy are Age hardened in inert gas ovens to achieve C17200 Copper tensile properties.
Annealing: Heating metal to a temperature below its melting point, but high enough to alter the materials ductility. The metal is then cooled at a controlled rate that maintains modifies ductile properties so the metal is less brittle and more machinable.
Auxiliary Operations: Supplemental manufacturing actions like hole drilling, welding, electroplating, and coating that are not part of the pressure stamping process.
B
BDC: “Bottom Dead Center” — the lowest travel point of a stamping press stroke
Bending: A metal stamping procedure used to form parts like in simple V,U, or L shapes.
Bend Relief: Incorporating a stress-releasing notch at an end of flange that lets metal bending without distorting or tearing.
Breakout: An occurrence in punching, shearing, blanking, and cutting where the cross section of a cut edge becomes fractured.
Beryllium Copper (also called Copper Beryllium): A copper alloy consisting of 0.5% to 3% beryllium, and trace amounts of other elements. Beryllium Copper is very machinable and stampable in its raw form, and can be heat-treated to achieve superior C17200 characteristic that include conductivity, and tensile strength.
Blank: The raw metal material that is fed into a Stamping Press to form a part.
Blanking: A metal stamping action that cuts a part shape from a metal stock or “blank.” In blanking, this removed shape becomes the final part.
Burr: An unintentional protruding piece of material on a metal part caused through the forces of punching, shearing, blanking, or cutting.
Burr Direction: The surface side of a stamped part or stock where burrs protrude.
C
C17200 Copper: C17200 Copper (also referred to as C172, DCD172, and Alloy 25) references Beryllium Copper that has been Age Hardened or Mill Hardened to achieve superior tensile characteristics. These include superior electrical conductivity, increased yield strength, spring-action retention, and hardness comparable to steel.
Capacity: (Stamping Press) — The maximum safe force of a hydraulic stamping press, measured in “tons” at the absolute bottom stroke on a press.
Coining: A metal stamping procedure that partially penetrates or scores a part and then applies pressure to crease and bend it to arrive at an exact shape. Because the part is scored while forming, results are exact, material stress is minimized, and shape memory is eliminated.
Compound Die: An efficient part-stamping tool that can perform multiple operations with one stroke of the press, including piercing, forming, and blanking.
Counterboring: Process of creating cylinder-shaped, flat-bottomed hole that enlarges another coaxial hole through the process of machining or coining.
Countersink: Create a conical angle on a stamped part hole through machining or coining
E
Embossing: Raising or recessing a design in a metal’s surface using a roller die that controls the effect’s depth.
F
Fixture: Tooling designed to hold material in a fixed position during the stamping process.
Flange: An extended edge or rim on a stamped part that adds strength and rigidity.
Flanging: A metal stamping procedure that creates a flared-out edge or flange on a part.
Fourslide: (Stamping): A stamping process that transports four or more tools to precise locations on a part to produce a repeatable, precision press results.
G
GANTT chart: In metal stamping, a GANTT chart serves as a tracking and project management tool that confirms all activities and associates those activities with an exact date and time, and duration. Also included are any statistical data needed for each activity to substantiate quality, size, volume, finish, etc.
Gauge: (material): A measurement scale used to define material thickness
Gouge: A significant indented surface imperfection often bordered by raised, displaced material.
Grinding: Removal of burrs and unwanted surface features through controlled abrasion.
H
Half Shear: Punch a reference protrusion on the surface of material or a part through partial piercing.
Hard Tooling: Dedicated tooling specifically made to create a unique part or feature.
Hem: Folded over edge of material to increase stiffness and reduce sharpness.
Hemming: The metal stamping procedure that creates a hem by folding an edge over onto itself once or twice.
I
IC Connector or IC Socket: Both reference a miniature or micro-miniature, 2-part (male & female) electrical connector predominantly manufactured using metal stamping. IC Sockets allow for multiple independent circuit connections within a very compact or crowded area. IC Sockets also provide the benefit fast, precision connections and disconnections during component building or repair. Ditron’s line of Mosquito Clips is an example of industry-changing IC connectors.
L
Lights-Out: Lights Out Metal Stamping programs that are so automated and dependable that they can produce parts around the clock, even while the stamping facility is technically closed at night.
Lead Time: The amount of time from confirmed stamped part order to finished part delivery.
M
Master Die: Adaptive tool receptacle that that allows for the interchange of multiple tool systems.
Metal Stamping: Also referenced as “pressing,” metal stamping forms parts using extreme pressure. Using hydraulic presses, stamping utilizes tool and die surface that reform meta stock or “blanks” into exacting and repeatable shapes.
Metal Thinning: Reduced material thickness resulting from forces incurred during the stamping process.
Micro-Miniature Stamping: Micro-Miniature Stamping references using Metal Stamping to form extremely small parts with controlled precision and repeatability. Typically these parts are a couple millimeters or less in profile size.
Micro Stamping: Micro-stamping references using Metal Stamping to create very small parts with controlled precision and repeatability. Typically parts can be only a centimeter or less in profile size.
Mosquito Clips: Miniature electrical connectors stamped from Beryllium Copper. Ditron was the pioneer of these size-saving devices.
N
Nibble Mark: An edge-surface irregularity caused from progressive punching during a multi-stroke forming operation.
Notch: Remove material from the edge of a strip, blank, or part using a punching procedure.
P
Penetration: Measure of how deep a cut or punch passes through one side of a material surface without breaking through the opposing side surface.
Photo Etching: A chemical milling process used to form intricate part shapes through a photographic process that erodes select areas of a surface to form a desired shape. Photo-etching procedure provides a fast, accurate way to create prototype and test parts prior to committing to stamping production.
Piercing: Press punching holes, shapes and slots in metal parts and stock.
Pinch Trimming: Removing unwanted material from a formed part at the bottom of the press stroke stroke. Replaces inside-oriented burrs with easier to address outside oriented burrs.
Progressive Die: A Progressive Die is a series of punch press tools that have been specially designed to perform all the punching, cutting, coining, and bending required to produce a metal part through a multistep process. In progressive die stamping, a strip of metal is fed through all stations of the progressive stamping die; each station performs one or more operations until the part is completed.
Q
QA: (acronym for “Quality Assurance”): The processes of monitoring, measure, and inspect using advanced examination technologies— then document and report on every phase of a Part Stamping program to ensure start-to-finish accuracy, accountability, and transparency.
R
Rollover: Rounded edge where a metal surface and a hole punched in that surface meet— the result of high punching force on a low ductile metal.
Run Out Flange: A stress-absorbing flange on a stamped part that defends against negative impact from multiple forming operations.
S
Shear: The removal of stock edge through shark, angled force to achieve exact part or stock dimensions.
Shut Height: The vertical distance inside the a stamping press between the punch ram and bed the lowest part of the down stroke and with the ram adjusted up.
Slug: Scrap material removed during punch piercing.
Slug Marks: Unintentional defects caused by slugs inadvertently getting pressed into the metal surface during the forming operation.
Spot Face (Spotface): A strategically located circular flat surface on a workpiece designed to accommodate hardware or other finished surface applications.
Staking: Fastening part edges or pieces during the stamping process by pressing displaced material in a position that will bind the components in place.
Stripper: A hold-down device that secures formed material while pressure punching.
Stroke: Travel action and distance of the Stamping Press RAM from TDC to BDC.
T
Tapping: Cutting or pressure forming screw-accommodating threads on metal parts.
TDC: “Top Dead Center” — the highest travel point of a stamping press stroke.
Tolerance: Tolerance reference the amount dimensional measurement deviation allows in the forming of a stamped part. Tolerances are measured using microscopic measurement units undetectable to the naked eye.
V
V Punch: A punch tool shapes like a “V” that is used to pressure-form angles.
Vibratory Finishing: A process that combines mechanical agitation and abrasive material to remove burrs and achieve desired surface finishes
W
Wire EDM: Wire EDM is an efficient and precise way to intricately cut hard metals. Wire EDM uses “electronic spark erosion” to remove electronically-conductive material from a piece immersed in a bath of deionized water that insulates, cleans, and helps control the process. In this procedure, a thin, electrically charged wire is robotically maneuvered through the oppositely charged base metal being formed, forming very fine and precise cuts that define the shape of the end component.
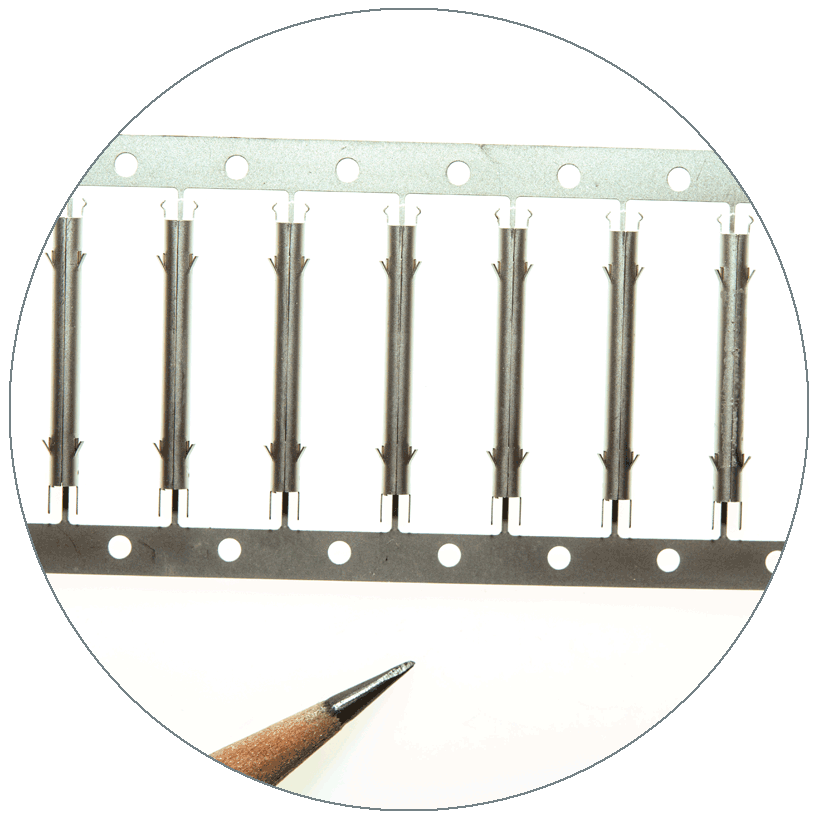
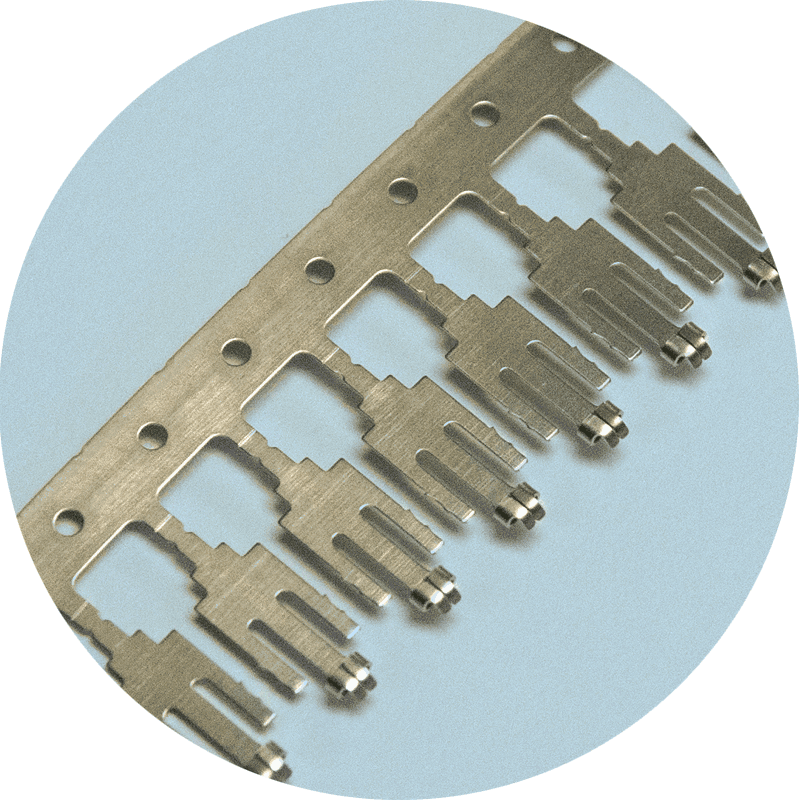
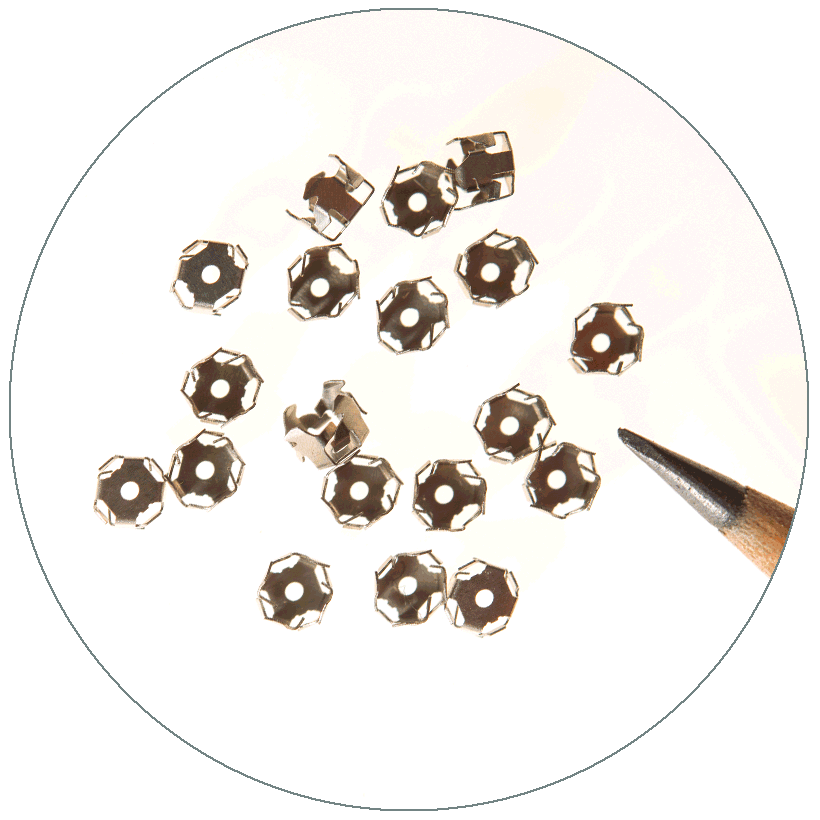
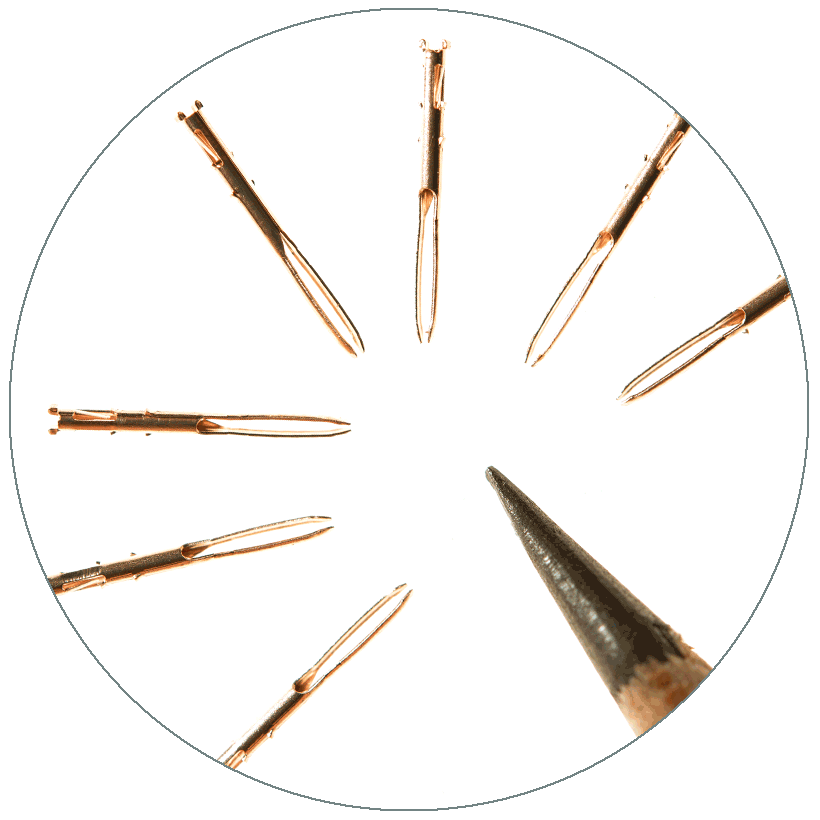
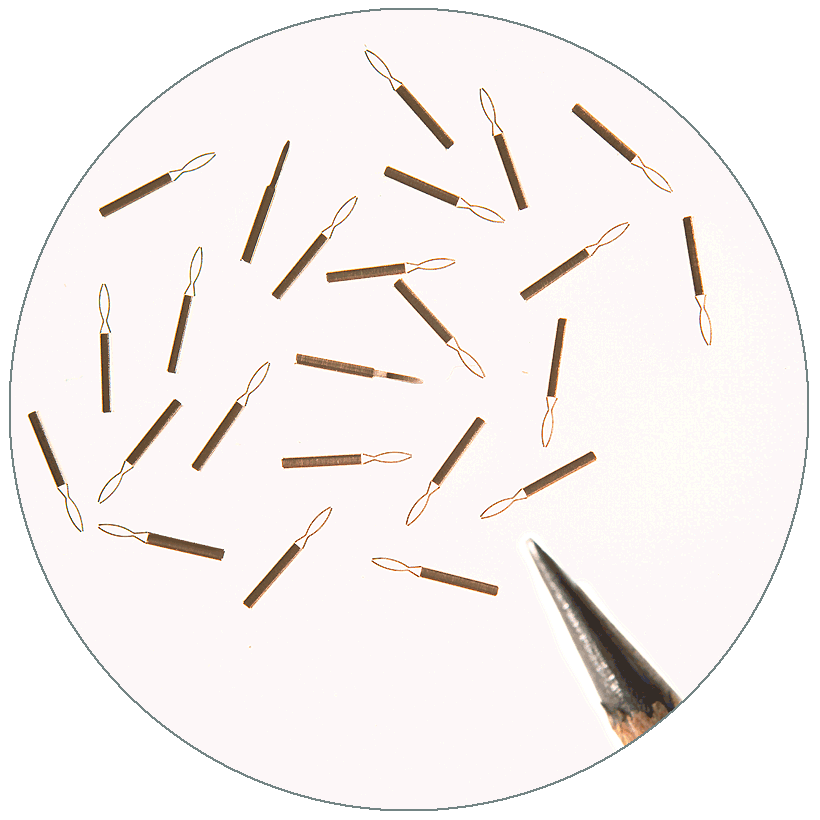
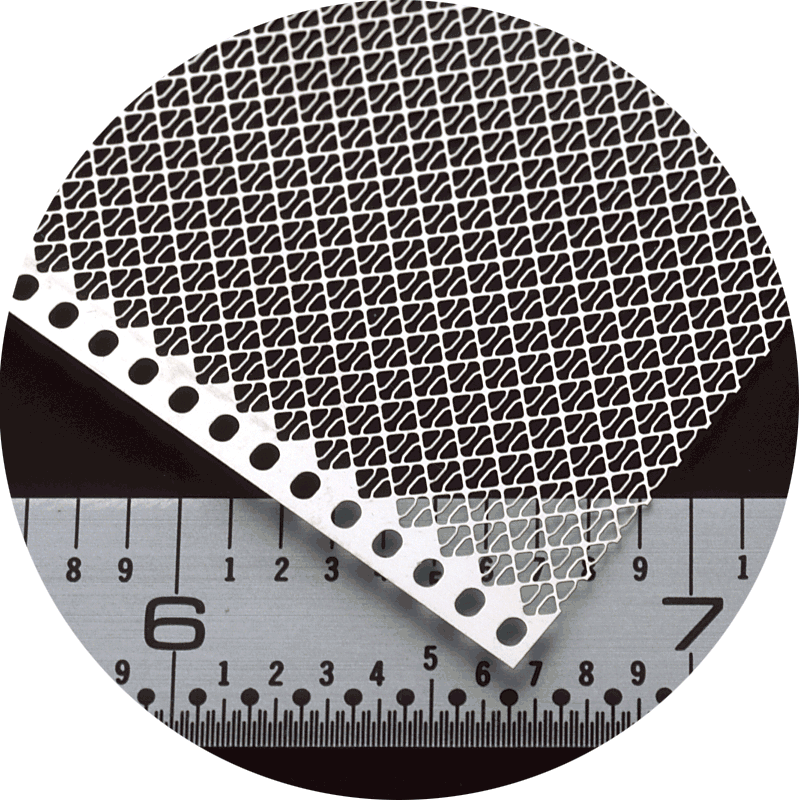
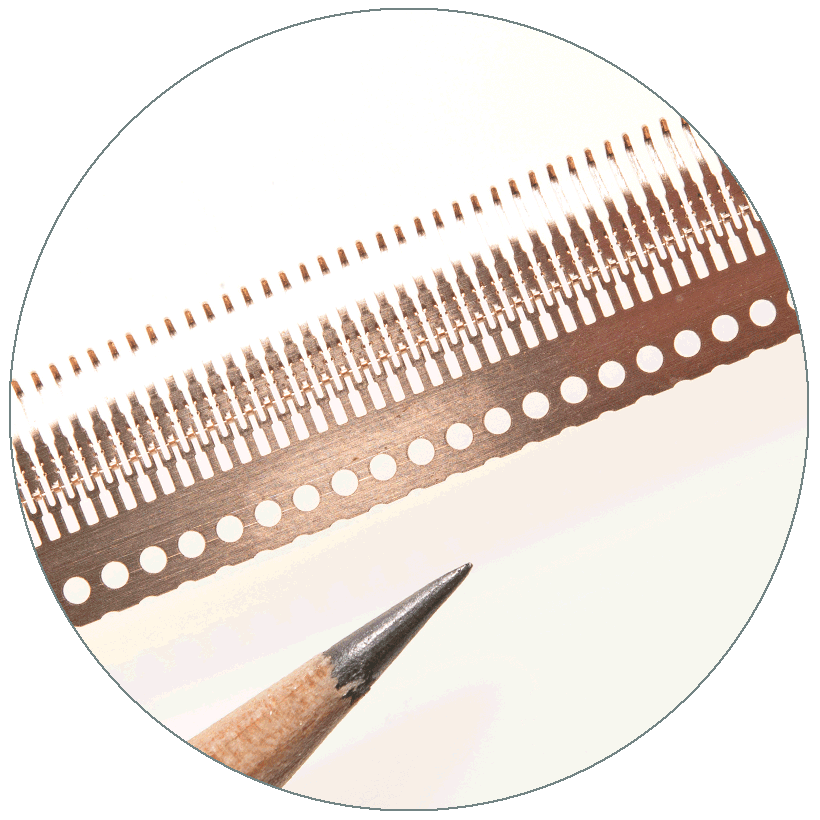
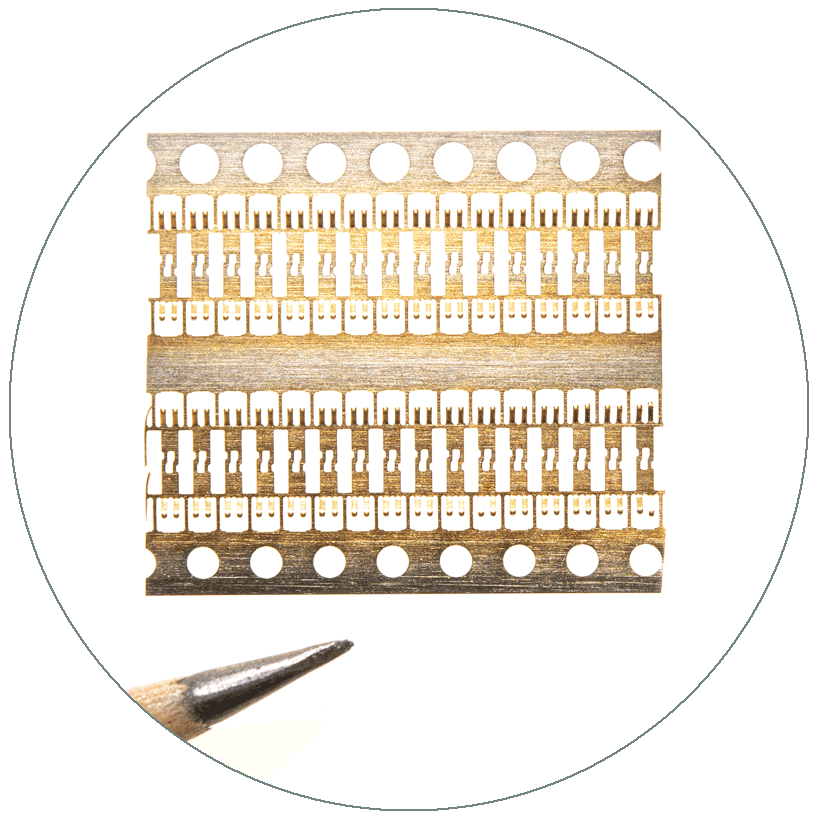
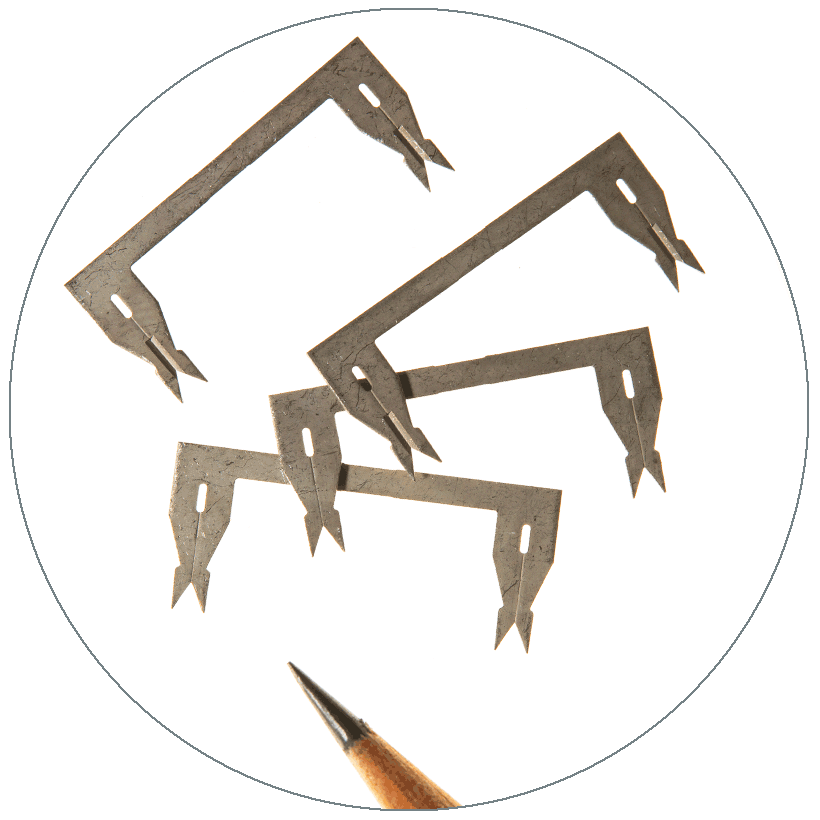
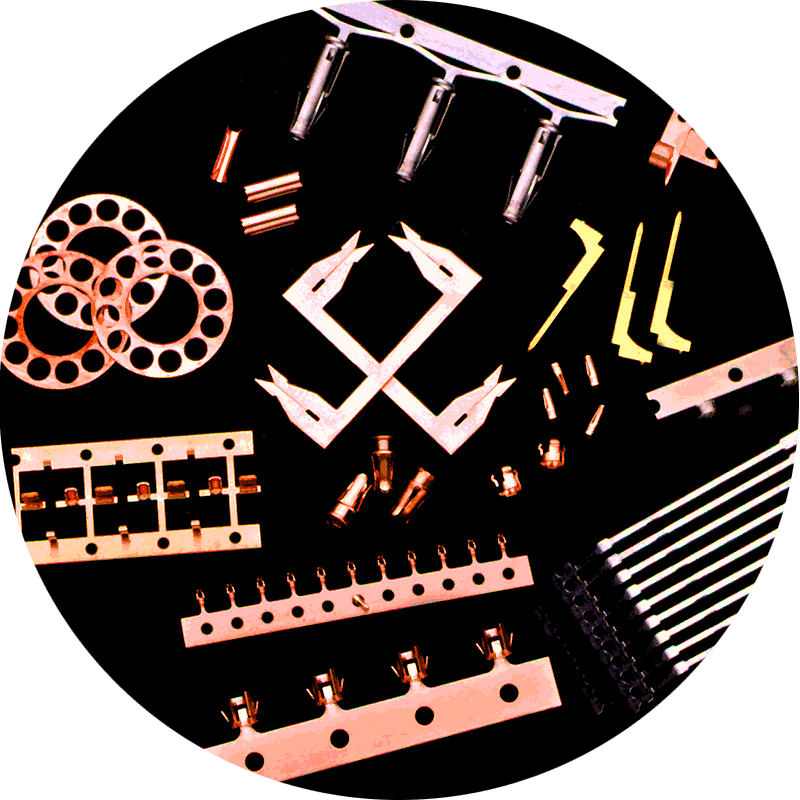
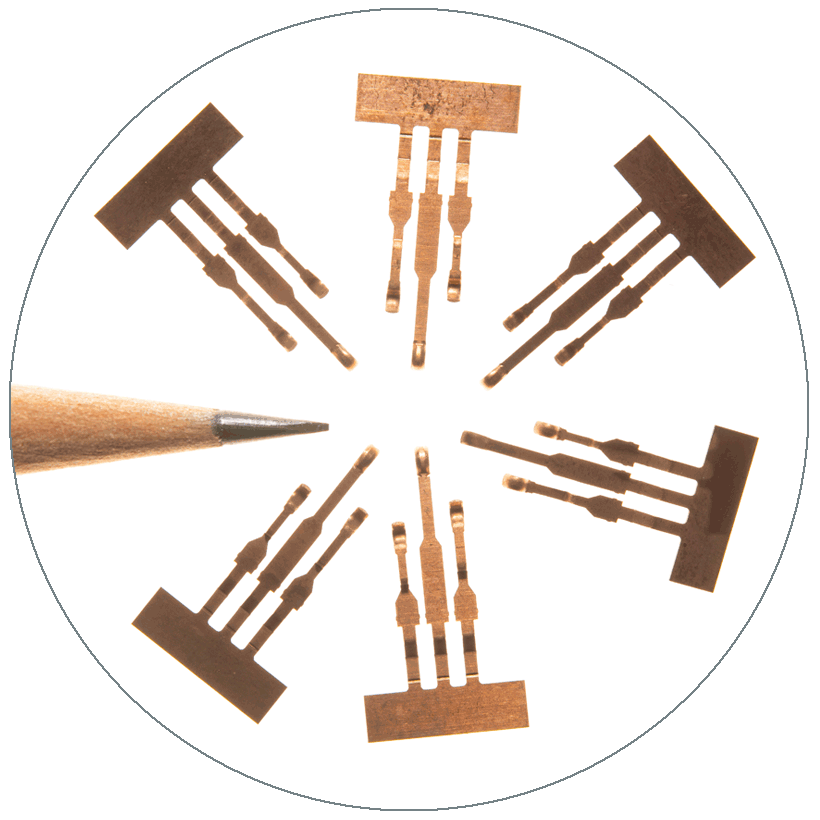
Stamping Performance
A closer look at the micro-miniature pieces we stamp: